GLASSVISION a Division of Studio L Inc. 803 Ricker St. Waterloo, IA 50703 319.269.2993
sales@studiolglass.com
The future of fabrication is here!
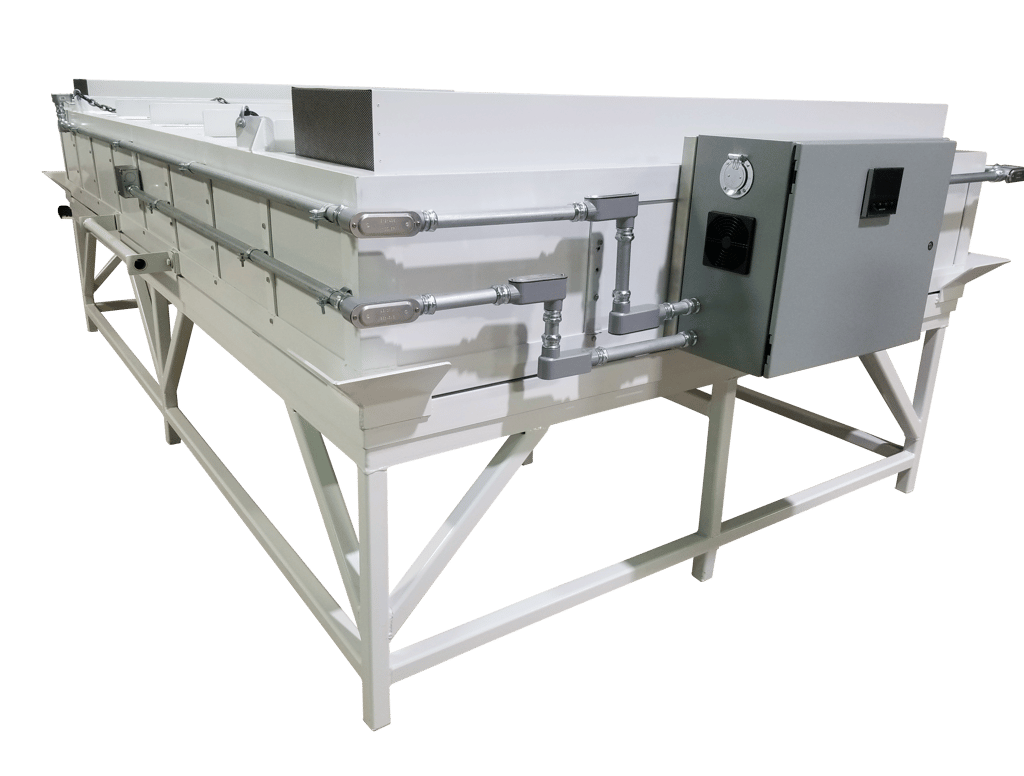

Thermal glass fusion kilns for the stone/quartz fabrication industry



GLASSVISION a Division of Studio L Inc. 803 Ricker St. Waterloo, IA 50703 319.269.2993
sales@studiolglass.com